Освоение технологии SMT для монтажа печатных плат
Краткое содержание статьи:
Этот глубокий анализ исследует основные принципы Технология SMT для монтажа печатных плат , краеугольный камень современного Монтаж печатной платы . Мы разберем жизненно важную четырехэтапную термическую процедуру, рассмотрим науку, лежащую в основе замены паяльной пасты, и покажем, как эта технология повышает эффективность и качество в электронном производстве. Независимо от того, являетесь ли вы инженером, руководителем по закупкам или специалистом по производству, это руководство предоставляет важные знания, необходимые для улучшения вашего производства, уменьшения проблем и сохранения конкурентоспособности.
Table of Contents
Абстрактный
В быстро развивающемся мире электронных устройств, где миниатюризация и высокая эффективность имеют решающее значение, Монтаж печатной платы SMT выделяется как окончательная процедура для современного Сборка печатной платы . В этой статье представлено обширное научное и технологическое исследование пайки оплавлением. Мы методично разбираем ее основные функции: обеспечение возможности высокоточной автоматизированной пайки, максимальное использование производительности производства и обеспечение исключительного качества. В тексте рассматривается физика четырехэтапного термического профиля — предварительный нагрев, выдержка, оплавление и охлаждение — и металлургическое преобразование паяльной пасты. Подкрепленная рыночными данными, требованиями таких организаций, как IPC и JEDEC, и анализом реальных приложений в секторах от потребительской электроники до критически важных коммерческих систем, эта статья служит надежным ресурсом. Она разработана для того, чтобы предоставить производителям электроники знания, необходимые для обоснованного выбора технологий, оптимизации процесса и устранения дефектов в их Монтаж печатной платы SMT .
Что такое технология SMT для монтажа печатных плат?
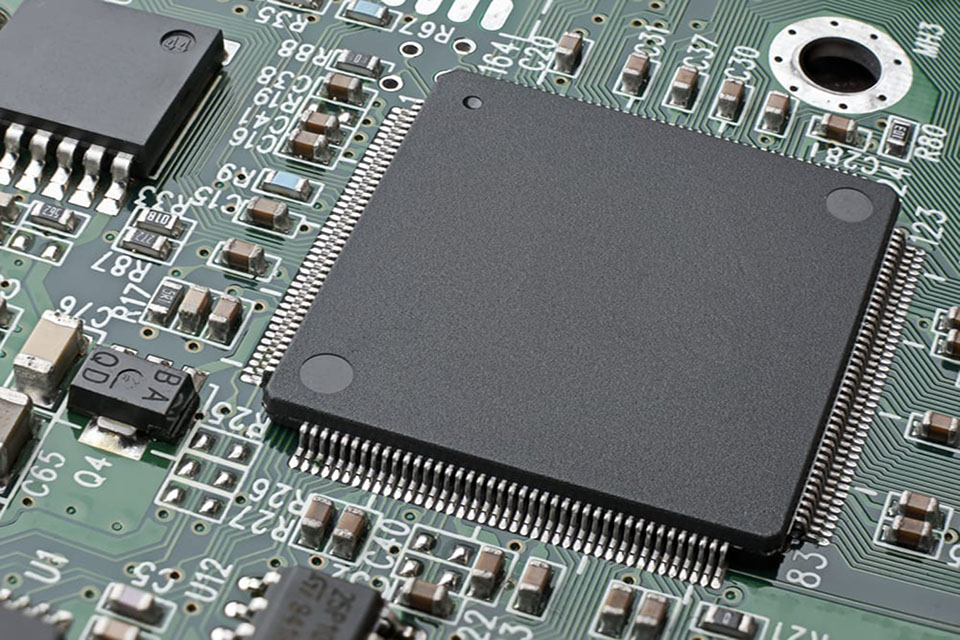
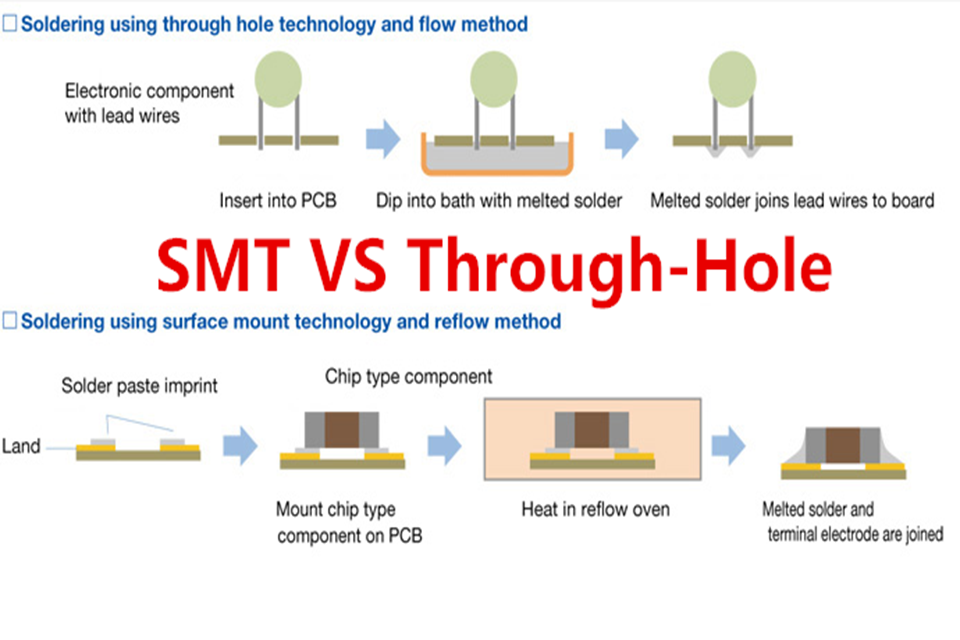
Технология SMT для монтажа печатных плат это тщательно контролируемый термический процесс, используемый для полного присоединения Устройства поверхностного монтажа (SMD) на печатную плату (ПП). В отличие от стандартной технологии сквозных отверстий, где выводы деталей проходят через отверстия в плате, SMT включает в себя установку компонентов непосредственно на паяльную пасту, которая была предварительно нанесена на контактные площадки ПП. Затем вся сборка проходит через многозонную печь оплавления. Внутри печи точно контролируемый нагрев расплавляет паяльную пасту, которая затем течет (или «оплавляется») вокруг выводов компонентов и контактных площадок.
Этот процесс является основным для Монтаж печатной платы SMT . Контролируемый тепловой профиль печи гарантирует, что припой плавится и затвердевает должным образом, образуя прочные, надежные электрические и механические соединения. Название инновации «reflow» напрямую описывает этот важный фазовый сдвиг паяльной пасты из полутвердого в жидкое и обратно в твердое состояние. Этот подход является отраслевым стандартом для массового производства электроники благодаря своей скорости, повторяемости и способности управлять исключительно маленькими и сложными компонентами.
Успех Монтаж печатной платы SMT зависит от точного управления температурным уровнем постепенно, известным как тепловой профиль. Каждая зона в печи оплавления выполняет определенную функцию, от осторожного предварительного нагрева платы до избежания термический стресс к фазе быстрого охлаждения, которая обеспечивает мелкозернистую структуру паяного соединения. Этот уровень контроля позволяет производителям одновременно паять бесчисленное количество элементов с консистенцией, которую ручная пайка никогда не сможет достичь.
Почему монтаж печатной платы SMT Золотой стандарт для современных электронных устройств?
Пайка оплавлением — это не просто метод; это инновационная технология, которая подпитывает трансформацию в дизайне электронных продуктов. Ее статус «золотого требования» обусловлен ее особой способностью удовлетворять трем основным требованиям современного производства: миниатюризация, эффективность и надежность. Поскольку такие элементы, как микросхемы BGA (Ball Grid Array) с шагом 0,4 мм и небольшие пассивные элементы размера 01005, становятся типичными, стандартные подходы к пайке больше невозможны. Технология SMT для монтажа печатных плат поставляет пайка с точностью до микрона нужный.
Процедура гарантирует, что выход пайки более 99.97% при соответствующей калибровке, цифра, напрямую связанная с прибыльностью и качеством продукта. Например, современная материнская плата смартфона включает в себя более тысячи SMD-элементы , многие из которых загружены настолько сильно, что просто бесконтактный, основанный на площади процесс нагрева, такой как пайка оплавлением, может эффективно соединить их. Адаптивность технологии к различным формулы паяльной пасты , такие как отраслевой стандарт бессвинцовый припой олово-серебро-медь (SAC305) для товаров длительного пользования или высокой надежности олово-висмут (SnBi) сплавов, делает его универсальным для любого применения.
Кроме того, гарантия качества, предлагаемая этой процедурой, не имеет себе равных. Последовательность пайки оплавлением значительно минимизирует типичные проблемы пайки, что приводит к значительно более низкому контроль уровня проблем по сравнению с пайкой по инструкции или волной для SMT-элементов. Когда процесс стабилен, его результаты предсказуемы. Эта последовательность, определяемая индексами способности процесса, такими как КФК ≥ 1,67 , означает большую надежность изделия, более длительный срок службы и более сильную репутацию бренда за качество, когда Монтаж печатной платы SMT .
Каким образом печь оплавления обеспечивает точность на микронном уровне при поверхностном монтаже печатных плат?
Точность Монтаж печатной платы SMT коренится в передовой инженерии современной печи оплавления. Эти устройства не являются простыми нагревателями; это сложные системы терморегулирования. Обычная печь включает в себя несколько зон нагрева — часто 8 или более — и многочисленные зоны охлаждения. Каждая зона использует смесь конвекционных и инфракрасных (ИК) нагревательных элементов для передачи тепловой энергии на сборку печатной платы с высокой точностью.
Конвекционные печи, которые являются наиболее типичным типом сегодня, используют вентиляторы для циркуляции горячего воздуха, обеспечивая равномерное распределение уровня температуры по всей плате, даже для сложных сборок с комбинацией больших и маленьких деталей. Это избавляет от «наблюдения», когда более крупные компоненты могут препятствовать теплу достигать более мелких. Усовершенствованные печи включают в себя датчики уровня температуры и замкнутые системы обратной связи, которые следят за температурой платы в реальном времени, позволяя динамически корректировать для сохранения целевого теплового профиля с точностью ± 1 ° C. Этот тщательный контроль теплового напряжения необходим для предотвращения коробления платы и повреждения элементов.
Конвейерная система также играет важную функцию. Гладкая, безвибрационная лента перемещает печатную плату через печь с постоянной, программируемой скоростью. Это гарантирует, что каждая плата вкладывает точное количество времени в каждую зону, что является ключевым критерием для достижения повторяемости процесса. Сочетание многозонного нагрева, передовых методов термопереноса и точного управления транспортировкой — это то, что позволяет печи оплавления выполнять сложные тепловые профили, необходимые для пайки современных электронных устройств высокой плотности с точностью до микрона.
Что такое четырехступенчатый тепловой профиль при поверхностном монтаже печатных плат?
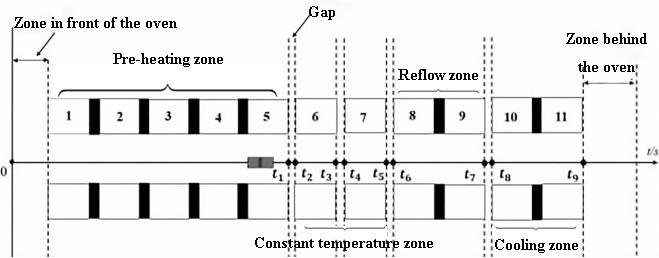
«Магия» Технология SMT для монтажа печатных плат происходит в рамках тщательно разработанного четырехступенчатого термического профиля. Этот профиль по сути является чашей температуры с течением времени, настроенной на конкретную паяльную пасту, элементы и используемый материал печатной платы. Согласно JEDEC J-STD-020D требование, освоение этих четырех этапов имеет решающее значение для успешного результата пайки.
Этап 1: Зона предварительного нагрева .
The Монтаж печатной платы SMT попадает в печь при температуре окружающей среды и постепенно нагревается. Основная цель здесь — равномерно и с регулируемой скоростью поднять температуру всей сборки (обычно 1-3 ° C в секунду). Быстрое повышение уровня температуры вызовет тепловое напряжение , потенциально растрескивая чувствительные керамические конденсаторы или повреждая корпусы компонентов. Этот этап также начинает активировать флюс в паяльной пасте, который начинает процедуру очистки выводов детали и контактных площадок печатной платы.
Этап 2: Зона замачивания (или изоляции) .
На этом этапе температура сборки поддерживается стабильной в течение 60–120 секунд. Основные функции зоны замачивания двояки:
- Температурный уровень Гомогенизация: Это позволяет деталям разных размеров и тепловых масс достигать одинакового уровня температуры, прежде чем они попадут в зону экстремального нагрева в зоне оплавления.
- Активация потока: Этого времени достаточно для полного срабатывания потока, устранения оксидов и загрязняющих веществ на поверхности, что гарантирует исключительную чистоту. смачиваемость на протяжении всего процесса оплавления. Эта фаза также позволяет непредсказуемым растворителям в паяльной пасте дегазироваться регулируемым образом, предотвращая такие проблемы с пайкой, как разбрызгивание или образование пустот.
Этап 3: Зона оплавления (или пика) .
Здесь происходит пайка. Уровень температуры быстро повышается выше точки плавления паяльной пасты (температура ликвидуса). Для обычных SAC305 бессвинцовый припой, это 217 °C. пиковая температура обычно достигает 240-250 °C. Сборка занимает определенное количество времени выше ликвидуса (TAL), обычно 45-90 секунд, позволяя расплавленному припою течь и образовывать хорошо округлые галтели вокруг выводов детали из-за поверхностное напряжение . Продолжительность и пиковый уровень температуры в этой зоне имеют решающее значение; недостаточное время или тепло приводят к слабому холодному соединению, в то время как слишком большое может повредить компоненты и привести к образованию хрупких интерметаллические соединения (ИМС) .
Фаза 4: Зона охлаждения .
Заключительный этап включает охлаждение Монтаж печатной платы SMT откатиться в прочное состояние. Скорость охлаждения так же важна, как и скорость нагрева. Регулируемая скорость охлаждения (обычно 3-6 °C в секунду) необходима для обеспечения формирования мелкозернистой структуры металла в паяном соединении, что обеспечивает оптимальную прочность и надежность. Слишком медленное охлаждение может привести к образованию толстых, хрупких слоев IMC, в то время как слишком быстрое охлаждение может вызвать тепловой удар, вызывающий трещины в паяных соединениях или деталях.
Ниже приведена таблица с подробным описанием параметров и важности каждой зоны:
| Термальная зона | Типичное изменение температуры (°C) | Основная функция и цель | Важные критерии | Возможные недостатки, если данные неточны | |
|---|---|---|---|---|---|
| Предварительный нагрев | 25 → 150 | Запустить поток; снять термическое напряжение. | Скорость изменения температуры: ≤ 3 °C/с | Раскол деталей, коробление доски. | |
| Замачивание (изоляция) | 150 → 180 | Гомогенизированный уровень температуры платы; полная активация флюса. | Время замачивания: 60-120 сек. | Разбрызгивание припоя, образование «надгробных камней». | |
| Оплавление (пик) | 217 → 245 | Расплавьте паяльную пасту для образования металлургических связей. | Время выше ликвидуса (TAL): 45-90 с; Пиковая температура : ± 5 °С | Холодные соединения, неполное оплавление, повреждение деталей. | |
| Охлаждение | 200 → 25 | Укрепляют припой и формируют мелкозернистую структуру. | Скорость охлаждения: 3-6 °C/с | Тепловой удар, хрупкие соединения, микротрещины. |
Как трансформируется паяльная паста в процессе сборки печатной платы методом поверхностного монтажа методом оплавления?
Паяльная паста — сложный продукт, однородная смесь мелких металлических шариков припоя, флюса, растворителей и реологических модификаторов. Ее изменение в процессе Технология SMT для монтажа печатных плат процесс представляет собой удивительное сочетание химии и физики.
- Фаза пасты (до выпекания): При комнатной температуре паяльная паста представляет собой вязкий продукт, консистенция которого сопоставима с зубной пастой. Это позволяет наносить ее на контактные площадки печатной платы через трафарет. Ее основная задача на данном этапе — удерживать SMD-компоненты в месте расположения через его естественную липкость перед тем, как сборка попадет в печь оплавления. Вязкость является критическим критерием, обычно управляемым в диапазоне, например, 1500-3000 мПа · с.
- Активация флюса и плавление (предварительный нагрев и выдержка): Как Монтаж печатной платы SMT Проходя через зоны предварительного нагрева и выдержки, система флюса становится активной. Флюс на основе канифоли/смолы очищает металлические поверхности контактных площадок и выводов компонентов, удаляя оксидные слои, которые в противном случае мешали бы пайке. Растворители в пасте испаряются, и вязкость пасты уменьшается.
- Коалесценция и смачивание (оплавление): Когда температура пересекает точку ликвидуса припоя (например, 217 °C для SAC305 ), отдельные припойные сферы плавятся и сливаются в единую расплавленную массу. Движимые поверхностное натяжение , жидкий припой «смачивает» очищенные металлические поверхности контактной площадки и вывода. Это смачивающее действие заставляет припой подниматься по выводу детали, образуя характерную вогнутую форму галтели отличного паяного соединения. Качество смачивания определяет прочность и проводимость соединения.
- Затвердевание и развитие интерметаллических соединений (охлаждение): В зоне охлаждения расплавленный припой затвердевает. Но это не просто фазовый переход. На границе, где припой удовлетворяет медную площадку, происходит цепная реакция, образуя тонкий слой интерметаллические соединения (ИМС) , такой как Cu6Sn5 и Cu3Sn. Этот слой IMC является «клеем», который создает металлургическую связь. Тонкий, однородный слой IMC (около 1-3 мкм) необходим для прочного, надежного соединения. Если профиль оплавления неточный (например, уровень пиковой температуры слишком дорогой или TAL слишком длинный), этот слой может стать слишком толстым, в конечном итоге становясь хрупким и подверженным разрушению при механическом или термическом напряжении. Прочность на разрыв последнего паяного соединения, обычно превышающая 40 МПа, является прямым результатом этого контролируемого преобразования.
Какие типичные проблемы возникают при сборке печатных плат SMT Пайка оплавлением и как ее предотвратить?
Даже с продвинутым Технология SMT для монтажа печатных плат , плохо улучшенный процесс может привести к различным дефектам пайки. Понимание этих проблем имеет решающее значение для достижения высокой производительности Технология SMT для монтажа печатных плат . Вот несколько наиболее типичных проблем и методы их предотвращения:
- Надгробие: Маленькая двухконтактная деталь (например, резистор или конденсатор) приподнимается на одном конце, стоя вертикально, как надгробный камень. Это часто вызвано неравномерными силами смачивания, когда одна площадка плавится и тянет деталь раньше другой.
- Профилактика: Обеспечьте равномерный нагрев в зоне выдержки, проверьте конструкцию контактной площадки на предмет сбалансированности и проверьте однородность нанесения паяльной пасты.
- Соединение припоем: Нежелательное соединение припоя между двумя или более соседними контактными площадками или выводами, приводящее к короткому замыканию.
- Избегание: Оптимизируйте форму апертуры трафарета, чтобы предотвратить чрезмерное осаждение паяльной пасты, контролировать вязкость паяльной пасты и гарантировать точное позиционирование детали.
- Мочеиспускание: Пузырьки газа, захваченные в укрепленном паяном соединении. Хотя небольшие пространства могут быть приемлемыми, большие пустоты (особенно под элементами BGA) могут поставить под угрозу теплопроводность и механическую прочность.
- Профилактика: Используйте соответствующим образом спроектированный тепловой профиль с достаточной стадией выдержки, чтобы растворители могли дегазироваться. азотная защита в печи оплавления также может значительно уменьшить образование пустот. Рентгеновское обнаружение используется для проверки пустот в скрытых соединениях, таких как BGA.
- Холодные паяные соединения: Соединения с тусклым, серым и грубым внешним видом. Они вызваны недостаточным нагревом, что приводит к неполному оплавлению. Эти соединения механически слабы и электрически ненадежны.
- Избегание: Подтвердите, что пиковая температура и время выше ликвидуса (TAL) достаточно для используемого припоя. Проверьте калибровку печи и размещение термопары.
- Гроздья/Недостаточное слияние: Паяльная паста перестает полностью расплавляться и интегрироваться, оставляя неровную, похожую на виноград текстуру.
- Избегание: Это часто указывает на окисленную паяльную пасту или недостаточный тепловой профиль. Обеспечьте надлежащее хранение и обращение с пастой, а также проверьте спецификации зоны выдержки и оплавления.
Как технология SMT-монтажа печатных плат влияет на эффективность и стоимость производства?
Принятие Технология SMT для монтажа печатных плат является основным двигателем финансовой эффективности в электронном производстве. Его влияние ощущается непосредственно в увеличении пропускной способности, снижении затрат на рабочую силу и повышении общей эффективности устройств (OEE).
Среди наиболее существенных преимуществ — огромный скачок в производственных мощностях. Единая автоматизированная линия сборки SMT, оснащенная современным 8-зонная пайка оплавлением может обрабатывать несколько досок в час. Типичный пропускная способность может составлять около 120-180 печатных плат в час, в зависимости от размера платы и сложности. Это резко контрастирует с ручной пайкой, где одна сложная плата может занять 30 минут или больше. Это позволяет производителям быстро масштабировать производство для удовлетворения рыночного спроса, увеличивая выходную стоимость одной линии более чем на 300%.
Автоматизация лежит в основе этой эффективности расходов. Полностью автоматизированная машина SMT, от печати пасты до пайки оплавлением и оценки, требует очень небольшого вмешательства человека. Это значительно снижает затраты на рабочую силу, которые могут составлять значительную часть производственных расходов. Например, автоматизация процедур пайки может снизить трудозатраты на продукцию с более чем 60% до менее чем 10%. Согласно отраслевым анализам, таким как «Белая книга по производству электроники 2023 года» компании Deloitte, это может привести к ежегодной экономии затрат более чем на миллион долларов на одну сборочную линию. Это оптимизация производственной линии обеспечивает последовательный, предсказуемый результат, что имеет решающее значение для подготовки денежной массы и управления цепочками поставок.
Какова функция контроля атмосферы: обратный поток воздуха или азота?
Решающая эволюция в Монтаж печатной платы SMT является контроль атмосферы внутри печи. Традиционно оплавление проводилось в обычном окружающем воздухе. Однако, используя азотная безопасность Атмосфера постепенно становится все более распространенной, особенно для высоконадежных и бессвинцовых применений.
В основной воздушной среде присутствующий кислород (~ 21%) легко окисляет поверхности контактных площадок печатной платы, выводов деталей и самого припоя при высоких температурах. Это окисление может препятствовать надлежащему смачиванию, что приводит к дефектам, таким как виноградная лоза и плохое развитие соединения. Оно также увеличивает скорость развития пространства. Для борьбы с этим используется флюс, но его эффективность может быть ограничена, особенно с менее активными, не требующими очистки флюсами, распространенными сегодня.
Замещая кислород инертным азотом (обычно достигая уровня кислорода ниже 500 ppm), процедура оплавления защищена от окисления. Это обеспечивает ряд ключевых преимуществ для Монтаж печатной платы SMT :
- Большее окно процесса: Пайка становится более щадящей. Улучшенное смачивание позволяет добиться успеха даже при небольших изменениях в термическом профиле или качестве пасты.
- Снижение количества проблем: Снижается количество дефектов, связанных с окислением. Согласно официальному документу ASM Pacific Technology, оплавление азотом может минимизировать скорость зазора паяного соединения с более чем 15% до менее чем 2%.
- Улучшенное качество паяного соединения: Соединения, сформированные в атмосфере азота, обычно более блестящие, гладкие, демонстрируют лучшее смачивание и образование галтелей, что обеспечивает повышенную долгосрочную надежность.
Вот относительная таблица:
| Функция | Воздушный поток | Азотная пайка |
|---|---|---|
| Среда | Окружающий воздух (~ 21% O TWO) | Инертный азот |
- Бытовые электронные устройства: Это, возможно, самое заметное применение. Такие продукты, как смартфоны, планшеты и носимые устройства, характеризуются компактными размерами и высокой производительностью. Монтаж печатной платы SMT Пайка оплавлением припоя является единственным возможным методом сборки плотно упакованных печатных плат внутри этих устройств, которые часто включают в себя детали с малым шагом выводов, такие как Корпуса QFN с шагом 0,3 мм и термочувствительные микрокомпоненты.
- Вычислительная техника и телекоммуникации: Материнские платы в серверах, ноутбуках и сетевых устройствах — это сложные многослойные платы. Им часто требуется процедура двойной переплавки (элементы пайки с обеих сторон печатной платы) и приходится иметь дело с упаковка смешанной продукции больших BGA и меньших QFP. Температурный контроль процедуры оплавления важен для предотвращения коробления платы.
- Автомобильные электронные устройства: Безопасность имеет решающее значение в автомобильных приложениях. Электронные системы управления (ЭБУ) для двигателей, тормозных систем и усовершенствованных систем помощи водителю (ADAS) должны быть исключительно надежными. Процесс оплавления должен создавать соединения, которые могут выдерживать высокие температуры, вибрации и влажность в течение многих лет без сбоев.
- Медицинские приборы: Медицинские электронные устройства, от экранов пациентов до имплантируемых устройств, таких как кардиостимуляторы, подлежат жестким нормативным стандартам, таким как МЭК 60601-1 . Производственный процесс должен быть полностью повторяемым и проверяемым. Пайка оплавлением обеспечивает контроль процедуры и возможности документирования, необходимые для этой области с высокими ставками. После сборки эти изделия часто подвергаются строгому 85 ℃/ 85% RH экранирование тепла и высокой влажности для проверки их долгосрочной надежности.
Каковы будущие тенденции в области поверхностного монтажа печатных плат?
Продвижение Монтаж печатной платы SMT еще далеко не закончено. Движимая неустанным стремлением к более умной, компактной и эффективной электронике, технология пайки оплавлением продолжает развиваться. Одной из наиболее существенных моделей является интеграция экспертной системы (ИИ) и искусственного интеллекта.
Развитие Алгоритмы контроля уровня температуры на основе ИИ представляет собой значительный шаг вперед. Будущие печи оплавления будут использовать глубокие знания конструкций для создания «цифрового двойника» Монтаж печатной платы SMT . Имитируя циркуляцию тепла по всей плате на основе ее конкретной конструкции и смеси компонентов, печь может проактивно и динамично регулировать характеристики каждой температурной зоны в режиме реального времени. Этот прогнозный контроль может компенсировать отклонения и улучшить профиль для каждой отдельной платы, возможно, улучшая выход первого прохода на 5-8% и дополнительно снижая потребление энергии.
Еще одной важной областью развития является вакуумная пайка оплавлением. При выполнении стадии оплавления в вакуумной камере все газы и летучие вещества флюса активно удаляются из расплавленного припоя. Это наиболее эффективный метод удаления пустот, снижающий нормы заполнения до менее чем 1%. Это становится жизненно важным для таких приложений, как силовые электронные устройства и светодиодные модули, где пустоты могут образовывать места и приводить к преждевременному выходу из строя. Интеграция линий SMT в полное сообщество Industry 4.0 с данными в реальном времени от каждого устройства, поступающими в центральную систему управления производством (MES), позволит достичь исключительных уровней контроля процесса, прослеживаемости и оптимизации.
Часто задаваемые вопросы (FAQ).
1. В чем основное различие между Монтаж печатной платы SMT и пайка волной припоя?
Пайка оплавлением используется для поверхностно-монтируемых элементов (SMD). Сначала наносится паяльная паста, затем размещаются детали, и вся плата нагревается в печи. Пайка волной припоя в основном применяется для компонентов сквозного монтажа, где нижняя часть платы проходит через волну расплавленного припоя для соединения выводов компонента.
2. Почему тепловой профиль так важен при монтаже печатных плат по технологии SMT? .
Тепловой профиль — это точная тарелка с уровнем температуры. Неточный профиль может стать причиной многих дефектов, включая повреждение деталей из-за теплового удара, слабые или открытые соединения из-за недостаточного нагрева и хрупкие соединения из-за экстремального нагрева. Это единственный наиболее важный элемент для обеспечения надежной процедуры пайки.
3. Что такое бессвинцовый припой? Монтаж печатной платы SMT и почему он используется? .
Бессвинцовый припой — это сплав, обычно изготавливаемый из олова, серебра и меди (например, SAC305 ), который не содержит свинца. Он используется для соблюдения экологических политик, таких как директива RoHS, которая ограничивает вредные вещества в электронике. Бессвинцовые припои имеют более высокую температуру плавления, поэтому требуют более точного Монтаж печатной платы SMT контроль процедуры.
4. Можно ли паять детали с обеих сторон печатной платы?
Да. Это называется процесс двойной оплавки . Сторона с меньшими по размеру, более прочными компонентами обычно оплавляется изначально. Специальная высокотемпературная паяльная паста или клей могут использоваться для удержания этих компонентов на месте, когда вторая сторона обрабатывается в печи оплавления.
5. Как проверяется качество паяных соединений? Монтаж печатной платы SMT ? .
Качество проверяется с использованием ряда подходов. Автоматизированная оптическая инспекция (AOI) использует кулачки для поиска заметных дефектов, таких как перемычки и позиционирование деталей. Для скрытых соединений под компонентами, такими как BGA, Рентгеновское обнаружение (AXI) используется для визуального осмотра элемента и проверки на наличие пустот, коротких замыканий и открытых соединений.
6. В чем преимущество использования азота в печи оплавления? .
Используя азотная безопасность Окружающая среда вытесняет кислород, что предотвращает окисление металлических поверхностей при высоких температурах. Это приводит к лучшему смачиванию припоем, большему рабочему окну, значительно меньшему количеству проблем, таких как образование пустот, и в конечном итоге к более надежным и эстетически привлекательным паяным соединениям.
Заключение
Краткое содержание
Монтаж печатной платы SMT это гораздо больше, чем просто процесс нагрева; это сложная, многопрофильная наука, которая формирует основу современного электронного производства. Благодаря своей способности разрабатывать надежные, высокая точность на микронном уровне связи с его функцией как двигателя автоматизированного, крупносерийного производства, его ценность не может быть переоценена. Освоив четырехступенчатый тепловой профиль, поняв науку о продукте паяльной пасты и используя инновационные функции, такие как защита азота производители могут достичь поразительного уровня эффективности, качества и надежности.
Продолжающиеся инновации в этой области, от Контроль уровня температуры с помощью ИИ вакуумной обработке, гарантирует, что Монтаж печатной платы SMT будет продолжать развиваться, позволяя создавать следующее поколение электронных гаджетов. Для любой компании, связанной с электроникой, глубокое понимание и тактическое внедрение пайки оплавлением — это не просто конкурентное преимущество — это необходимо для выживания и успеха.