Как наносить паяльную пасту и какие факторы влияют на качество печати паяльной пасты?
Введение
В области цифрового производства печать паяльной пасты является основным веб-звеном технологии поверхностного монтажа (SMT). В этой краткой статье систематически оцениваются принцип процедуры печати паяльной пасты, категория оборудования и контрольные точки качества, а также даются практические рекомендации для экспертов в области цифрового производства. Благодаря научной оценке параметров печати и технологических характеристик, она помогает компаниям повысить надежность сварки и снизить уровень проблем.
Table of Contents
Concepts and core features of solder paste printing procedure
Qualities and functions of solder paste products
Паяльная паста состоит из порошка сплава (Sn96.5 Ag3.0 Cu0.5 и т. д.) и флюса . Ее вязкоупругие свойства позволяют ей надежно прикрепляться к контактным площадкам печатной платы и плавиться, образуя надежное соединение во время высокотемпературной оплавки. Эта материальная конструкция определяет, что она имеет двойные функции временной фиксации и постоянной сварки в процессе SMT.
System of Stencil
Конструкция отверстия шаблона соответствует принципу соотношения площадей 1:1 , и производительность переноса паяльной пасты гарантированно достигает более 90% за счет специального контроля размера отверстия (обычно 85% -95% размера контактной площадки). Современные трафареты, вырезанные лазером, могут достигать точности размещения ± 5 мкм, удовлетворяя требованиям печати компонентов с шагом 0,3 мм.
Comparative evaluation of 3 sorts of solder paste printing devices
| Тип оборудования | Точность (мкм) | Подходящие обстоятельства | Годовая стоимость обслуживания (долл. США) |
|---|---|---|---|
| Полностью автоматический принтер | ± 20 | Автоматизация | $20,000-$ 30,000 |
| Полуавтоматический принтер | ± 50 | Опытное производство/мелкосерийное производство | $5,000-$ 8,000 |
| Ручной принтер | ± 150 | Разработка прототипов/образовательная ситуация | $500-$ 1,500 |
Полностью автоматический принтер использует систему привода серводвигателя и компонент трехмерного оптического обнаружения для достижения производственной мощности 500-800 материнских плат в час. Полуавтоматическое оборудование использует манипулятор для завершения процедуры позиционирования, которая подходит для мелкосерийного производства нескольких вариантов. Ручная печать Хотя стоимость снижена, оператор должен иметь не менее 3 лет опыта для стабильного производства квалифицированных изделий.
The impact of scrape criteria on printing top quality
The gold proportion of scrape angle and pressure
Угол скребка 45 ° -60 °, в сочетании с контактным давлением 0,1-0,3 МПа, может обеспечить наилучший результат печати. Экспериментальные данные показывают, что когда угол скребка увеличивается с 45 ° до 60 °, производительность переноса паяльной пасты увеличивается на 12%, но слишком большой угол приведет к увеличению боковых заусенцев.
Scraper speed control strategy
Выберите скорость скребка (20-80 мм/с) в зависимости от толщины паяльной пасты:
- Паяльная паста высокой вязкости (> 100 Па · с): рекомендуемая скорость 30-50 мм/с.- Паяльная паста низкой толщины (50-80 Па · с): можно увеличить до 60-80 мм/с. Слишком высокая скорость приведет к недостаточному заполнению паяльной пастой, слишком низкая скорость может вызвать ощущение волочения.
Steel plate upkeep and cleansing specifications.
Cleansing frequency control standard.
- Обычные предметы : Очищайте один раз на каждые 100-200 напечатанных материнских плат.
- Печатная плата высокой плотности : Рекомендуется очищать каждые 50 плат.
- Компоненты со сверхтонким шагом : Используйте онлайн автоматизированную систему очистки (OCS).
Contrast of cleansing techniques.
| Метод | Эффективность очистки | Подходящие обстоятельства |
|---|---|---|
| Протрите безворсовой тканью | 70% | Ежедневное обслуживание |
| Ультразвуковая очистка | 95% | Высокоточная стальная пластина |
| Очистка сжатым воздухом | 85% | Быстрое удаление стружки |
Обычное использование смешанного растворителя ацетон + спирт (пропорция 3:1) для глубокой очистки может эффективно удалить остатки окисления. Рекомендуется проверять плотность стальной пластины раз в месяц и немедленно заменять ее, если износ превышает 0,02 мм.
Influence of environmental control on printing high quality.
Temperature and humidity control criteria.
- Температура : 20-25 ℃ ( ± 2 ℃) . – Влажность : 40-60% RH ( ± 5%) . В экстремальных условиях вязкость паяльной пасты может колебаться примерно на 20%, что напрямую влияет на точность печатной графики. Рекомендуется настроить систему постоянной температуры и влажности в печатном цехе и регулярно калибровать датчики температуры и влажности.
Vibration suppression steps.
- Установите виброгасящий стол (коэффициент демпфирования > 0,7).
- Используйте вакуумный адсорбционный верстак.
- Расстояние между принтером и близлежащим оборудованием составляет ≥ 1,5 метра.
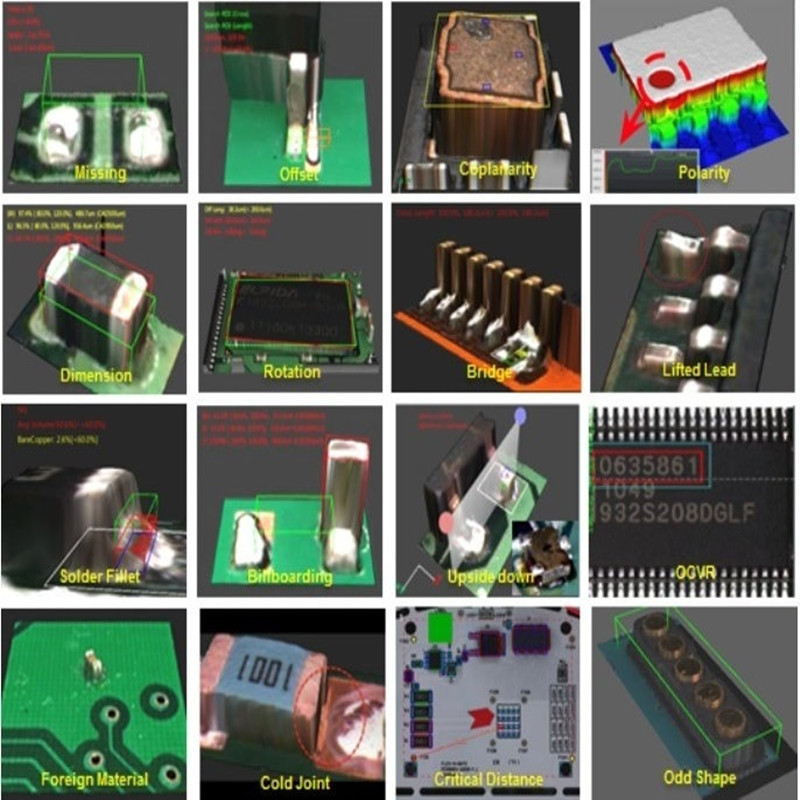
Analysis and services for usual issues.
| Вид проблемы | Создать | Лекарство |
|---|---|---|
| Короткое замыкание при пайке | Слишком много паяльной пасты/неправильный дизайн открытия | Увеличьте размер открытия/отрегулируйте давление скребка |
| Пустая пайка | Недостаточный перенос паяльной пасты/остатки окисления | Увеличьте частоту очистки стальной пластины/предварительную термообработку |
| Нарисуйте указатель | Слишком высокая скорость извлечения из формы/слишком низкая толщина паяльной пасты | Снизьте скорость извлечения из формы до 5-10 мм/с |
Key modern technologies for steel plate opening up layout.
Opening up form optimization.
- Прямоугольное отверстие : Подходит для стандартных устройств QFP.
- Трапециевидное отверстие : Увеличьте выпуск паяльной пасты инструментов BGA.
- Перевернутое трапециевидное отверстие : Разработано для CSP с шагом 0,4 мм.
Opening size computation formula.
$$ A = S \ times (1 – 0.15) $$. Где A - площадь отверстия, S - площадь контактной площадки. Для BGA с шагом 0,3 мм рекомендуемый размер отверстия = ширина контактной площадки × 0,92.
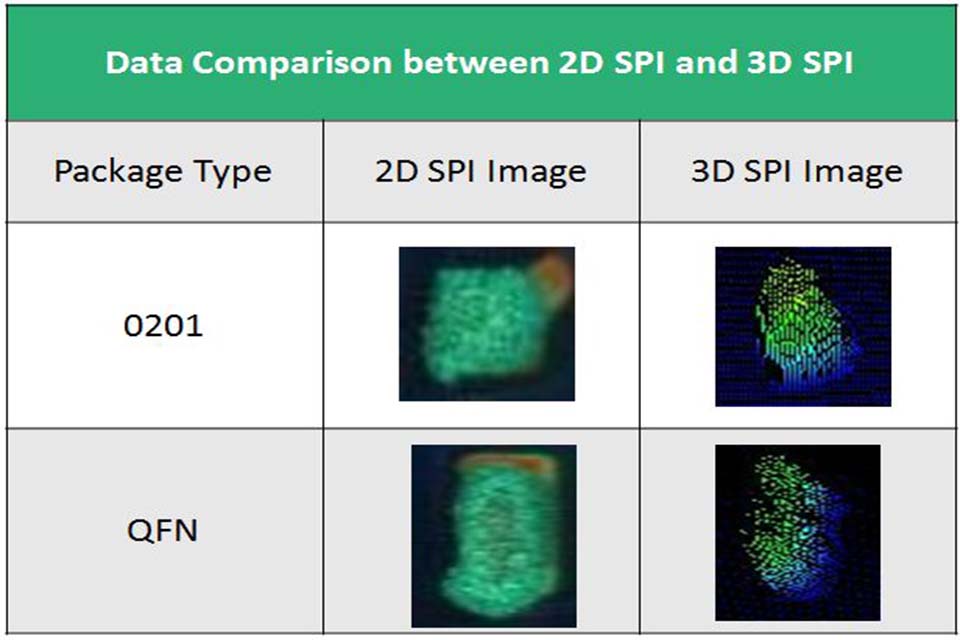
Solder paste detection modern technology prior to reflow soldering.
3D SPI discovery parameters.
- Сопротивление количеству : ± 5%.
- Несоответствие высоты : ≤ 50 мкм.
- Смещение размещения :
Online detection system arrangement
- Рентгеновское обнаружение : Подходит для скрытых паяных соединений, таких как BGA/CSP
- 2D оптическое обнаружение : Определите целостность печати
- 3D-изображения : Измерьте количество и высоту паяльной пасты
Expense control and performance enhancement approach
Tools financial investment return evaluation
- Полностью автоматические инструменты : Период восстановления инвестиций составляет около 18 месяцев (годовой объем производства 100 000 печатных плат).
- Полуавтоматическое оборудование : Срок окупаемости сокращается до одного года (годовой объем производства 30 000 единиц).
- Ручная печать : Применимо только к ситуациям с годовым объемом производства <5000 штук
Process optimization suggestions
- Используйте заостренное давление скребка (передний конец 0,25 МПа, задний конец 0,15 МПа).
- Внедрите управление сроком службы стальной пластины (рекомендуемое количество использований ≤ 5000 раз).
- Создайте онлайн-систему мониторинга толщины паяльной пасты.
Sector advancement patterns and technical technology.
Application of brand-new materials.
- Нано паяльная паста : размер частиц <5 мкм, улучшает точность печати с шагом 0,2 мм
- Низкотемпературная паяльная паста : температура плавления снижена до 138 ℃, подходит для деликатных элементов
Digital change
- AI эстетическая система реализует адаптивное изменение параметров печати
- Технология цифрового двойника воспроизводит результаты печати в различных условиях процедуры
- Анализ больших данных оптимизирует модель прогнозирования износа стальной пластины
Часто задаваемые вопросы
Just how to determine whether the solder paste is void?
Observe whether the solder paste is crusted, whether the color ends up being darker, and whether the thickness is uncommon. It is recommended to save it in a fridge at 2-8 ℃ after opening up, and the service life will not go beyond 8 hours.
Exactly how to discover scrape wear?
Use a digital caliper to gauge the angle modification of the scrape blade. If the wear exceeds 5 °, it requires to be changed right away. Examine frequently whether there is any residual solder paste on the back of the scraper.
Which parameter should be adjusted first when printing is bad?
It is advised to adjust in order: scraper pressure → angle → speed → demolding rate. Only adjust one criterion at a time to avoid shared disturbance.
Just how to select the density of the steel plate?
Придерживайтесь концепции 0,15 × минимального расстояния между контактными площадками. В качестве примера, для BGA с шагом 0,5 мм рекомендуется использовать стальную пластину толщиной 0,12 мм.
What is the function of the vacuum adsorption workbench?
Устраните деформацию печатной платы, убедитесь, что площадь поверхности платы и стальная пластина полностью совпадают во время печати, и уменьшите риск смещения и короткого замыкания.
Why do you require to pre-heat after solder paste printing?
Pre-heating can make the change evaporate evenly and enhance the moistening performance during reflow soldering. The suggested pre-heating temperature level is 80-120 ℃ and the time is 1-2 mins.
Заключение
Высокое качество печати паяльной пасты напрямую влияет на надежность электронных изделий и требует систематического контроля от выбора материала, настройки инструментов, спецификаций процедуры до контроля окружающей среды. За счет оптимизации конструкции стальной пластины, проведения точного контроля процедуры и внедрения передовых технологий обнаружения, уровень дефектов печати можно контролировать ниже 50PPM, что значительно повышает выход продукции и конкуренцию на рынке.