4 types d'analyse d'assemblage SMT médiocres
Analyse complète d'un assemblage CMS de mauvaise qualité : 4 types de causes de défauts et solutions de fabrication de haute précision
Résumé : Dans le domaine de la fabrication électronique, Assemblage CMS (technologie de montage en surface) est le processus principal des services de fonderie PCBA, mais jusqu'à 4 types de problèmes de soudage médiocres dans son processus de production affectent directement la qualité du produit et la confiance des clients.
Based on industry authoritative standards (such as IPC-A-610) and the practices of leading global companies, this article systematically analyzes the causes of key defects such as empty soldering, bridging, and board explosion, and provides feasible process optimization solutions to help companies achieve yield improvement and cost reduction and efficiency improvement.
Table of Contents
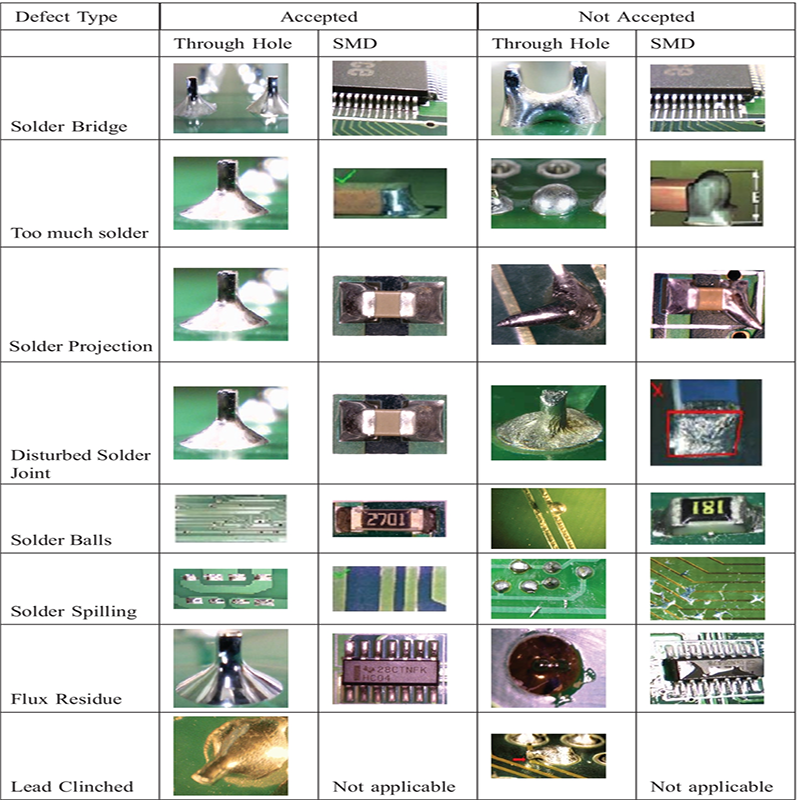
I. Défauts de qualité de soudure : des micro-soudures aux macro-défaillances
1. Soudures vides et fausses soudures : des tueurs électriques cachés
Performances : Les soudures ne sont pas jointes, ce qui entraîne des circuits ouverts ou une transmission anormale du signal. Causes profondes :
• Défauts matériels: oxydation des pastilles et activité insuffisante de la pâte à braser (il est recommandé d'utiliser une pâte à braser no-clean contenant l'activateur 3.0%).
• Processus hors de contrôle:La vitesse de chauffe de la zone de préchauffage du brasage par refusion est supérieure à 3 °C/s, ce qui provoque une volatilisation prématurée du flux. Solution :
• Contrôle précis de l'impression de la pâte à souder:Utilisez un treillis en acier découpé au laser (tolérance ±15 μm) et utilisez SPI (détecteur de pâte à souder) pour surveiller l'épaisseur en temps réel (valeur cible 0,12-0,15 mm).
• Optimisation de la courbe de température: Définir une courbe de refusion en trois étapes (préchauffage 120-150°C/90s, refusion 217-245°C/60s, pente de refroidissement <4°C/s).
2. Pontage et soudure à froid : les deux défis de l'assemblage CMS haute densité
Cas typique : Le risque de pontage augmente de 30% lorsque le pas des broches du boîtier QFP est inférieur à 0,4 mm. Principales avancées technologiques :
• Conception en treillis d'acier:Une conception d'ouverture trapézoïdale (réduction de largeur de 5%) est utilisée pour les composants à pas fin afin de réduire la quantité de pâte à souder libérée.
• Soudage avec protection à l'azote:Injectez de l'azote (teneur en oxygène < 1 000 ppm) dans le four de refusion pour réduire la tension superficielle et empêcher les éclaboussures de billes de soudure.

II. Assemblage CMS de composants anormaux : le jeu entre précision et fiabilité
1. Mauvaises pièces et inversion de polarité : angles morts dans la gestion collaborative de la chaîne d'approvisionnement
Avertissement de données : Les accidents de lots causés par des pièces incorrectes représentent 18% de Assemblage CMS Pertes de qualité. Système de prévention et de contrôle :
• Traçabilité intelligente des matériaux: Importez le système MES et utilisez le code QR pour obtenir une traçabilité complète de la nomenclature au placement.
• AOI (inspection optique automatique):Mettre en place un poste d'inspection à double caméra après le placement pour identifier la polarité et la sérigraphie des composants (précision ± 0,01 mm).
2. Position flottante : contrôle du placement d'un point de vue dynamique
Cause première : fluctuation de la pression de vide de la buse > 10% ou erreur de hauteur de positionnement > 0,05 mm. Mise à niveau de l'équipement :
• Machine de placement de haute précision:Utilisez un système de vision à mise au point volante (tel que Fuji NXT III) pour obtenir une précision de placement de 15 μm.
• Technologie de suppression des vibrations:Ajoutez un amortisseur actif à la tête de placement à grande vitesse pour réduire le décalage causé par l'inertie du mouvement.
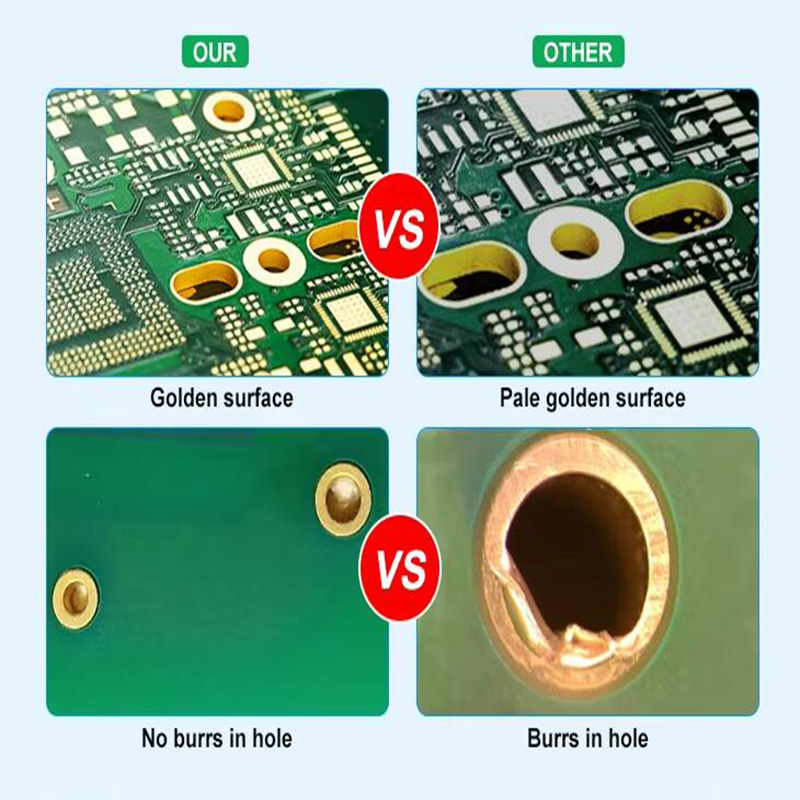
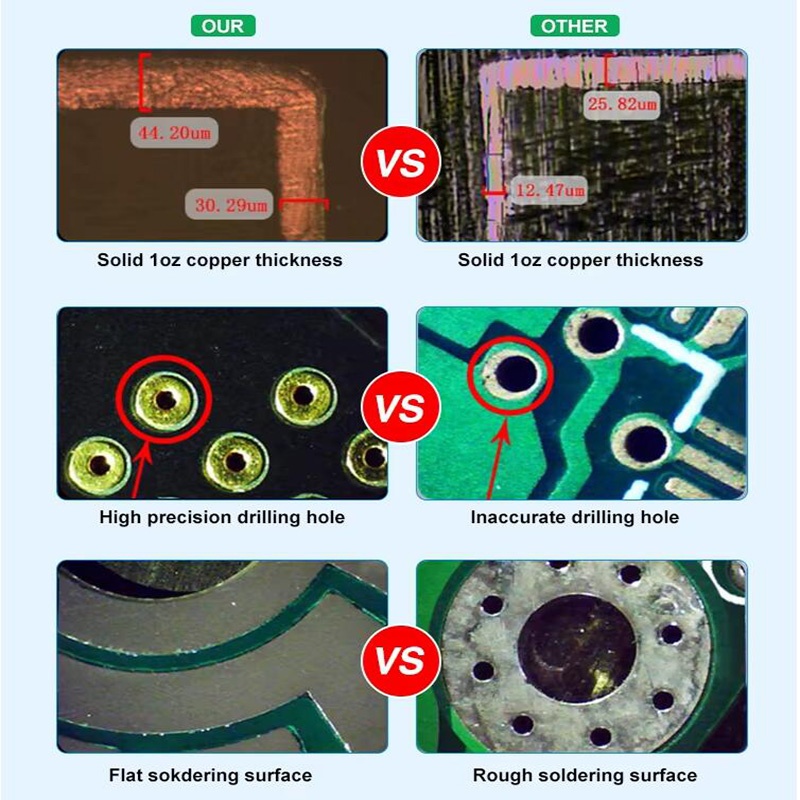
III. Dommages et contamination des PCB : Innovation collaborative en science et technologie des matériaux
1. Explosion et déformation : solution technique à la défaillance thermodynamique
Percée matérielle :
• Sélection de cartes haute fréquence:Utilisez un substrat sans halogène TG170, qui améliore la résistance à la température de 40% (par rapport au FR-4 traditionnel).
• Conception d'empilement symétrique: Implémentez une disposition équilibrée en feuille de cuivre (tolérance ±5%) pour les PCB avec plus de 8 couches afin de réduire la différence de coefficient de dilatation de l'axe Z.
2. Billes de soudure et corps étrangers : la guerre du contrôle de la propreté à l'échelle nanométrique
Normes des salles blanches :
• Contrôle des particules : conforme à la norme ISO 14644-1 Classe 7 (particules ≤ 352 000 par mètre cube > 0,5 μm).
• Protection électrostatique: résistance superficielle de la surface de travail 1×10^6-1×10^9Ω, humidité contrôlée à 40-60%RH.
IIII. Ingénierie qualité systématique des assemblages CMS : maîtrise complète du processus, de la conception à la fabrication additive (DFM)
1. Prévention côté conception (DFM)
• Optimisation des pads: des coussinets en forme d'os de chien sont utilisés pour les composants 0201 afin de réduire le risque de pierres tombales.
• Conception du dissipateur thermique:des vias de dissipation thermique sont disposés autour des dispositifs de haute puissance (ouverture 0,3 mm, espacement 1 mm).
2. Suivi de fabrication (SPC)
• Contrôle des paramètres clés: Définissez les graphiques de contrôle Xbar-R (CPK≥1,33) pour l'épaisseur de la pâte à souder, la température de pointe de refusion, etc.
• Prédiction des défauts par l'IA:Analysez les données historiques en vous basant sur des algorithmes d'apprentissage en profondeur pour avertir à l'avance des tendances de soudure à froid et de fausse soudure.
Résumé et guide d'action
La qualité de l'assemblage CMS résulte d'une coordination quadridimensionnelle des matériaux, des équipements, des processus et de la gestion. Les entreprises doivent mettre en place un système qualité couvrant l'ensemble du cycle de vie des produits. Les axes spécifiques incluent :
- Technology upgrade: Introduce intelligent inspection equipment such as 3D SPI and AOI (refer to Koh Young solution).
- Mise en œuvre de la norme : mettre en œuvre les normes de reprise IPC-7711 et les exigences de soudage J-STD-001.
- Ecological synergy: Jointly develop customized materials with solder paste suppliers (such as Alpha Metals).
Contactez notre équipe de Assemblage CMS Les experts peuvent désormais obtenir le « Livre blanc sur l'assemblage de circuits imprimés haute densité » et des services gratuits de diagnostic de ligne de production, et travailler ensemble pour créer une nouvelle référence pour la fabrication électronique zéro défaut !