¿Cómo aplicar la pasta de soldadura y cuáles son los factores que afectan la calidad de la impresión de la pasta de soldadura?
Introducción
En el campo de la producción digital, la impresión de pasta de soldadura es el enlace web central de la tecnología moderna de colocación de superficies (SMT). Este breve artículo evalúa sistemáticamente el principio del procedimiento de impresión de pasta de soldadura, la categoría de equipo y los puntos de control de calidad, y proporciona recomendaciones prácticas para los expertos en fabricación digital. A través de la evaluación científica de los parámetros de impresión y las especificaciones del proceso, ayuda a las empresas a mejorar la fiabilidad de la soldadura y a reducir las tasas de problemas.
Tabla de contenido
Concepts and core features of solder paste printing procedure
Qualities and functions of solder paste products
La pasta de soldadura está compuesta por polvo de aleación (Sn96.5 Ag3.0 Cu0.5, etc.) y cambio . Sus propiedades viscoelásticas permiten que se adhiera de forma segura a las almohadillas de la placa de circuito y se derrita para formar una conexión fiable durante la soldadura por reflujo a alta temperatura. Esta construcción de material determina que tiene las funciones gemelas de fijación temporal y soldadura permanente en el proceso SMT.
System of Stencil
El diseño de apertura del patrón sigue el principio de relación de área 1:1 , y el rendimiento de transferencia de pasta de soldadura está garantizado para alcanzar más del 90% controlando específicamente el tamaño de la abertura (generalmente 85% -95% de la dimensión de la almohadilla). Las plantillas modernas cortadas con láser pueden alcanzar una precisión de colocación de ± 5 μm, satisfaciendo las demandas de impresión de piezas de paso de 0,3 mm.
Comparative evaluation of 3 sorts of solder paste printing devices
| Tipo de dispositivos | Precisión (μm) | Circunstancias adecuadas | Gasto anual de mantenimiento (USD) |
|---|---|---|---|
| Impresora totalmente automatizada | ± 20 | Automatización | $20,000-$ 30,000 |
| Impresora semiautomática | ± 50 | Producción de prueba/fabricación de lotes pequeños | $5,000-$ 8,000 |
| Impresora manual | ± 150 | Desarrollo de prototipos/situación educativa | $500-$ 1,500 |
Impresora completamente automatizada adopta un sistema de accionamiento de servomotor y un componente de descubrimiento óptico 3D para lograr la capacidad de producción de 500-800 placas base por hora. Dispositivos semiautomáticos utiliza un brazo robótico para finalizar el procedimiento de posicionamiento, que es adecuado para la producción de conjuntos pequeños de varias selecciones. Impresión manual Aunque el gasto se reduce, el operador necesita tener al menos 3 años de experiencia para producir de forma estable artículos competentes.
The impact of scrape criteria on printing top quality
The gold proportion of scrape angle and pressure
El ángulo de raspado de 45 ° -60 ° combinado con la presión de contacto de 0,1-0,3 MPa puede lograr el resultado de impresión más efectivo. Los datos especulativos revelan que cuando el ángulo de raspado aumenta de 45 ° a 60 °, el rendimiento de transferencia de pasta de soldadura aumenta en 12%, pero demasiado grande creará rebabas laterales mejoradas.
Scraper speed control strategy
Seleccione la velocidad del raspador (20-80 mm/s) según el grosor de la pasta de soldadura:
- Pasta de soldadura de alta viscosidad (> 100Pa · s): velocidad recomendada 30-50 mm/s.- Pasta de soldadura de bajo grosor (50-80Pa · s): se puede mejorar a 60-80 mm/s. Una velocidad demasiado rápida ciertamente provocará un relleno de pasta de soldadura insuficiente, una velocidad demasiado lenta puede crear una sensación de cola.
Steel plate upkeep and cleansing specifications.
Cleansing frequency control standard.
- Artículos ordinarios : Limpiar una vez cada 100-200 placas base impresas.
- PCB de alta densidad : Se recomienda limpiar cada 50 placas.
- Componentes de paso ultrafino : Uso del sistema de limpieza automatizado en línea (OCS).
Contrast of cleansing techniques.
| Método | Eficacia de la limpieza | Circunstancias adecuadas |
|---|---|---|
| Limpiar con un paño sin polvo | 70% | Mantenimiento diario |
| Limpieza ultrasónica | 95% | Placa de acero de alta precisión |
| Limpieza con aire comprimido | 85% | Eliminación rápida de chips |
El uso normal de acetona + disolvente mixto de alcohol (proporción 3:1) para la limpieza profunda puede eliminar eficazmente los residuos de oxidación. Se recomienda examinar la densidad de la placa de acero una vez al mes y reemplazarla inmediatamente si el desgaste supera los 0,02 mm.
Influence of environmental control on printing high quality.
Temperature and humidity control criteria.
- Temperatura : 20-25 ℃ ( ± 2 ℃) . – Humedad : 40-60% HR ( ± 5%) . En condiciones extremas, la viscosidad de la pasta de soldadura puede aumentar y disminuir en aproximadamente 20%, lo que afecta directamente la precisión de los gráficos impresos. Se recomienda configurar un sistema de temperatura y humedad constantes en el taller de impresión y calibrar el nivel de temperatura y los sensores de humedad con regularidad.
Vibration suppression steps.
- Monte una mesa de amortiguación de vibraciones (coeficiente de amortiguación > 0,7).
- Utilice un banco de trabajo de adsorción con aspiradora.
- El rango entre la impresora y el equipo cercano es ≥ 1,5 metros.
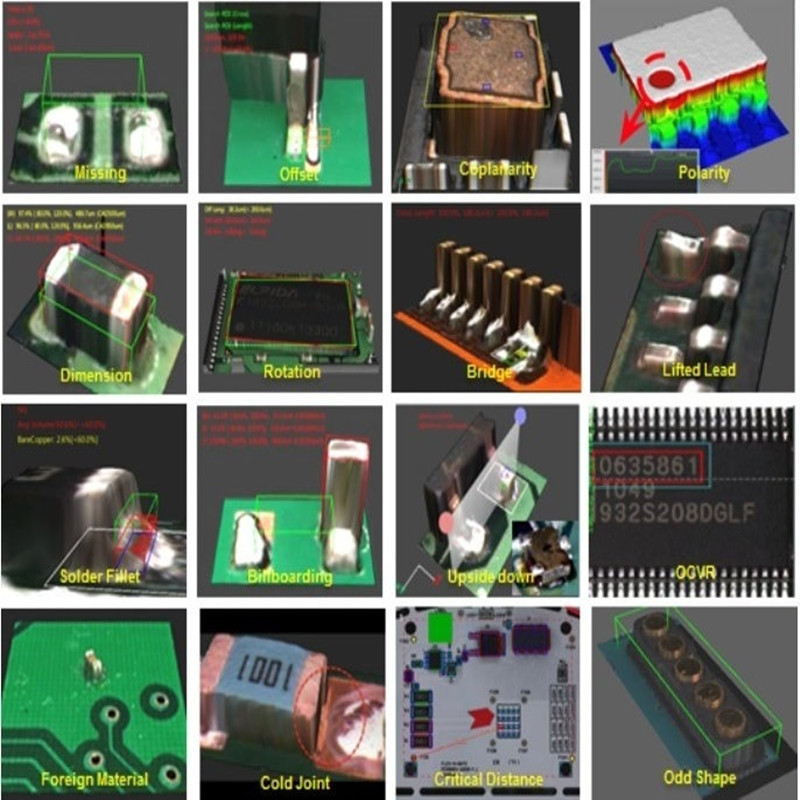
Analysis and services for usual issues.
| Tipo de problema | Crear | Remedio |
|---|---|---|
| Cortocircuito de soldadura | Demasiada pasta de soldadura/diseño de apertura inadecuado | Maximizar el tamaño de apertura/ajustar la presión de raspado |
| Soldadura vacía | Transferencia insuficiente de pasta de soldadura/residuo de oxidación | Aumentar la frecuencia de limpieza de la placa de acero/tratamiento de precalentamiento |
| Dibujar puntero | Velocidad de desmoldeo demasiado rápida/grosor de pasta de soldadura demasiado bajo | Reducir la velocidad de desmoldeo a 5-10 mm/s |
Key modern technologies for steel plate opening up layout.
Opening up form optimization.
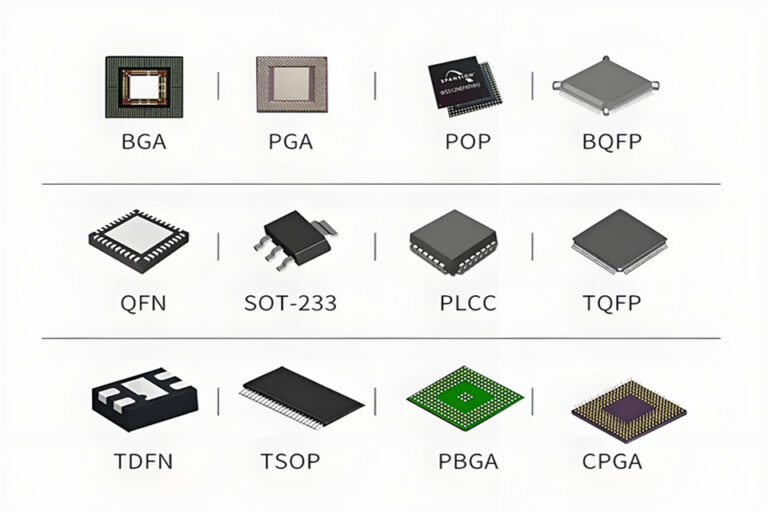
- Apertura rectangular : Adecuado para dispositivos QFP estándar.
- Apertura trapezoidal : Aumentar la liberación de pasta de soldadura de las herramientas BGA.
- Apertura trapezoidal invertida : Diseñado para CSP de paso de 0,4 mm.
Opening size computation formula.
$$ A = S \ veces (1 – 0.15) $$. Donde A es el área de apertura, S es el área de la almohadilla. Para BGA de paso de 0,3 mm, el tamaño de apertura recomendado = ancho de la almohadilla × 0,92.
Solder paste detection modern technology prior to reflow soldering.
3D SPI discovery parameters.
- Resistencia de cantidad : ± 5%.
- Discrepancia de altura : ≤ 50μm.
- Desplazamiento de colocación :
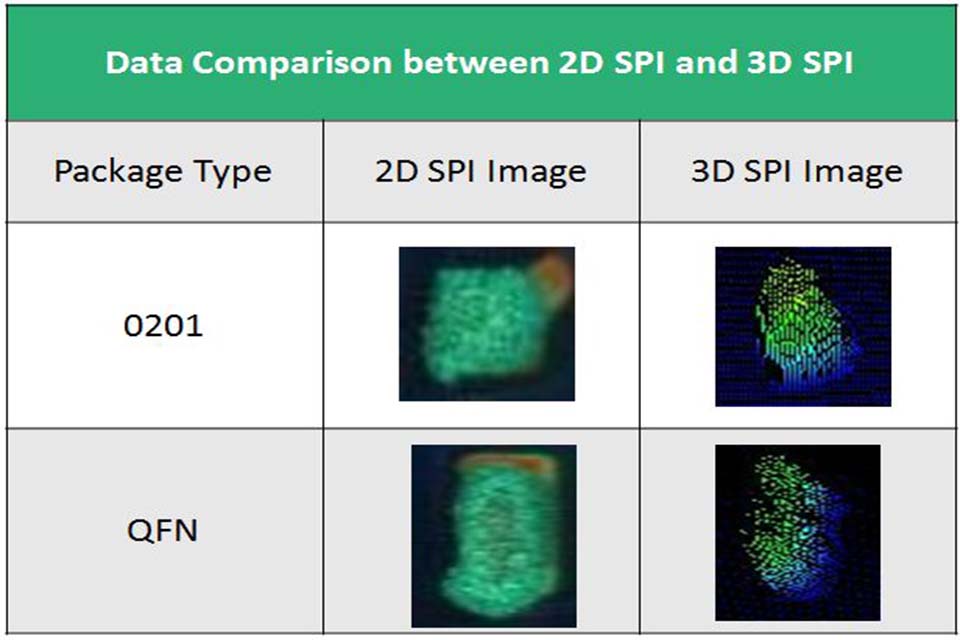
Online detection system arrangement
- Detección de rayos X : Adecuado para juntas de soldadura encubiertas como BGA/CSP
- Detección óptica 2D : Identificar la integridad de la impresión
- Imágenes 3D : Acción de la cantidad y elevación de la pasta de soldadura
Expense control and performance enhancement approach
Tools financial investment return evaluation
- Herramientas totalmente automáticas : El período de recuperación de la inversión es de aproximadamente 18 meses (fabricación anual de 100.000 PCB).
- Equipo semiautomático : El período de recuperación se reduce a un año (fabricación anual de 30.000 artículos).
- Impresión manual : Solo aplicable a situaciones con una producción anual de <5.000 piezas
Process optimization suggestions
- Utilice una tensión de raspador con punta (extremo frontal 0,25 MPa, extremo trasero 0,15 MPa).
- Implementar la gestión de la vida útil de la placa de acero (tiempos de uso sugeridos ≤ 5000 veces).
- Establecer un sistema de monitoreo en línea para el grosor de la pasta de soldadura.
Sector advancement patterns and technical technology.
Application of brand-new materials.
- Nanopasta de soldadura : tamaño de partícula <5 μm, mejora la precisión de impresión con espaciamiento de 0,2 mm
- Pasta de soldadura de baja temperatura : punto de fusión reducido a 138 ℃, adecuado para elementos delicados
Digital change
- El sistema estético de IA realiza un cambio adaptativo de los parámetros de impresión
- La tecnología de gemelo digital replica los resultados de impresión en diversas condiciones de procedimiento
- El análisis de gran información maximiza el diseño de previsión de desgaste de la placa de acero
Preguntas frecuentes
Just how to determine whether the solder paste is void?
Observe si la pasta de soldadura está costrosa, si el color termina siendo más oscuro y si el grosor es poco común. Se recomienda guardarla en un refrigerador a 2-8 ℃ después de abrirla, y la vida útil no superará las 8 horas.
Exactly how to discover scrape wear?
Utilice un calibrador digital para medir la modificación del ángulo de la hoja rascadora. Si el desgaste supera los 5°, es necesario cambiarla de inmediato. Examine con frecuencia si hay pasta de soldadura residual en la parte posterior del rascador.
Which parameter should be adjusted first when printing is bad?
Se recomienda ajustar en el siguiente orden: presión del rascador → ángulo → velocidad → tasa de desmoldeo. Ajuste solo un criterio a la vez para evitar perturbaciones compartidas.
Just how to select the density of the steel plate?
Adhiérase al concepto de 0.15 × espacio mínimo entre pads. Como ejemplo, para un BGA con un espaciado de 0.5 mm, se recomienda una placa de acero de 0.12 mm de espesor.
¿Cuál es la función de la mesa de trabajo de adsorción por vacío?
Elimine la deformación de la placa de circuito, asegúrese de que el área de la superficie de la placa y la placa de acero estén completamente ajustadas durante la impresión y reduzca el riesgo de desplazamiento y cortocircuito breve.
Why do you require to pre-heat after solder paste printing?
El precalentamiento puede hacer que el cambio se evapore uniformemente y mejorar el rendimiento de humectación durante la soldadura por reflujo. El nivel de temperatura de precalentamiento sugerido es de 80-120 ℃ y el tiempo es de 1-2 minutos.
Conclusión
La alta calidad de la impresión de pasta de soldadura afecta directamente la fiabilidad de los artículos electrónicos y necesita una supervisión organizada desde la selección del material, la configuración de las herramientas, las especificaciones del procedimiento hasta el control ambiental. Al maximizar el diseño de la placa de acero, llevar a cabo un control de procedimiento refinado y adoptar una tecnología de descubrimiento avanzada, la tasa de defectos de impresión se puede controlar por debajo de 50 PPM, lo que aumenta significativamente el rendimiento del artículo y la competencia en el mercado.